
歯車の性能は、見た目ではなく「精度」で決まります。
どれだけなめらかに回るか、異音なく動くか、長く使えるか?
それらすべては、 研削加工の工程で生まれるミクロン単位の精度によって左右されます。
中村製作所では、加工後の全工程を通じて精度を数値で管理し、 品質を証明した製品をお届けします。



歯車の品質を決める3つの精度要素
歯車の精度を評価するとき、「表面がきれいか」だけでは不十分です。 回転の安定性・動力伝達の正確さ・耐久性に直結する3つの指標を、 中村製作所では厳格に管理しています。
FACTOR 01
ピッチ誤差
各歯の間隔が均等かどうかを示す指標。真円に対してどれだけズレがあるかを評価します。
精度が低いと
回転が不安定になり、異音・振動・部品の早期摩耗を招く原因になります。
FACTOR 02
歯形
歯の先端から根元までの断面形状の正確さ。インボリュート曲線の理想値からのズレを測定します。
精度が低いと
噛み合いが乱れ、動力伝達の損失や衝撃荷重の発生につながります。
FACTOR 03
歯筋
歯の長手方向(歯幅方向)の形状のまっすぐさ。上から下へのねじれや傾きを評価します。
精度が低いと
荷重が歯幅全体に分散されず、片当たりによる破損リスクが高まります。
精度を数値で証明する—高精度歯車測定器による検査
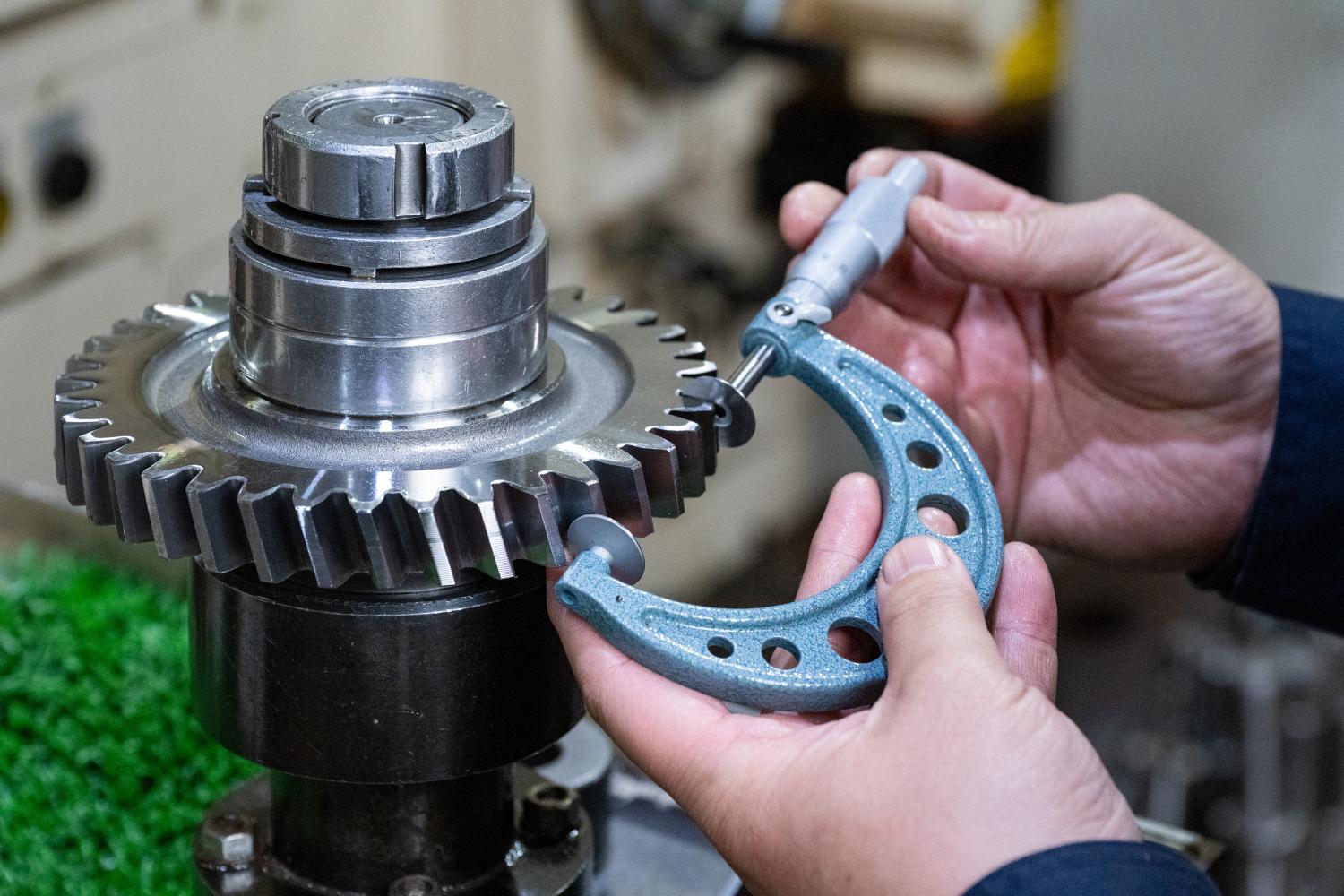
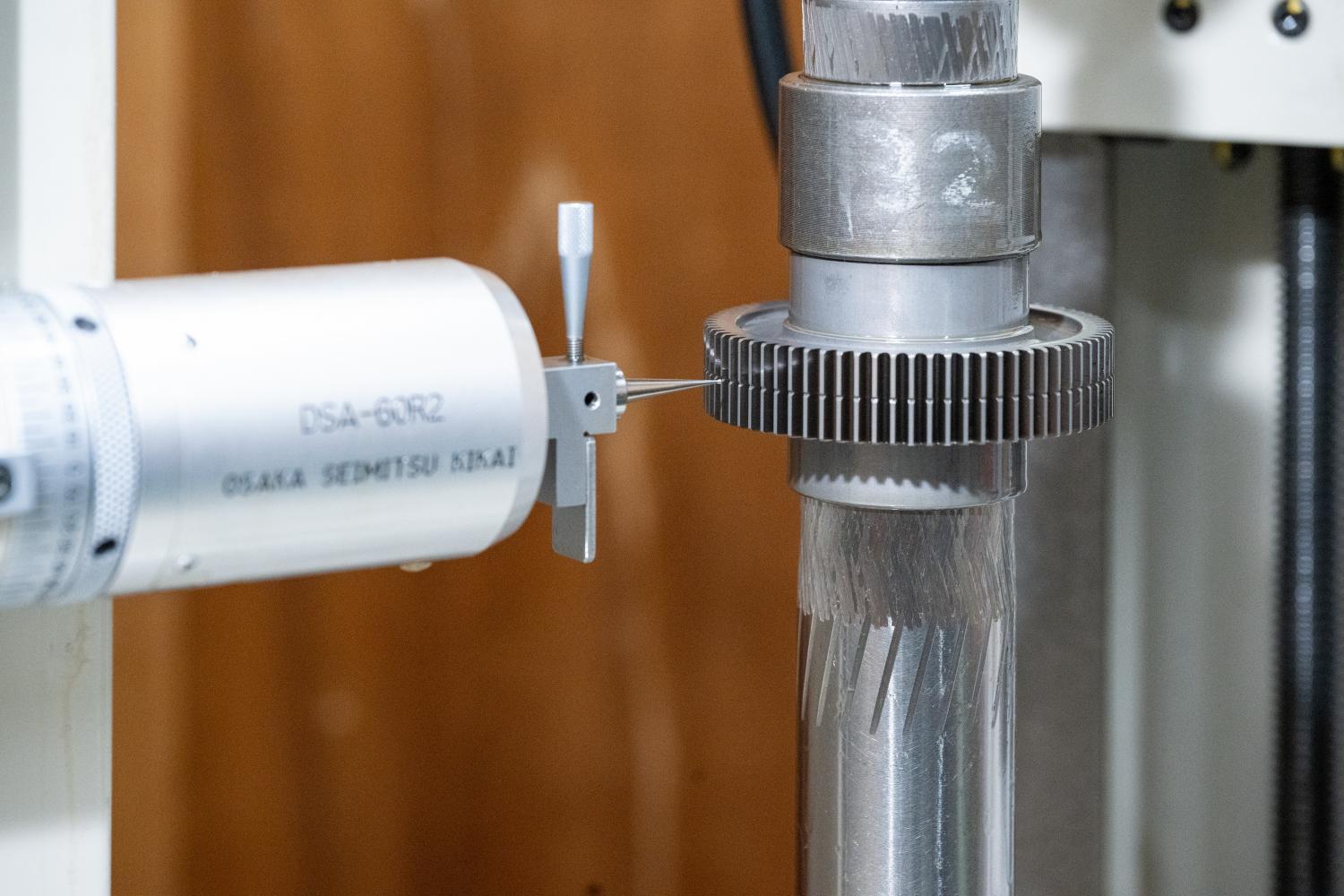
「加工したから大丈夫」ではなく、「測定して数字で確認した」ことが品質の証拠です。 中村製作所では、大阪精密機工の高精度歯車測定器を2台体制で保有し、 加工した歯車の精度をミクロン単位で定量評価しています。
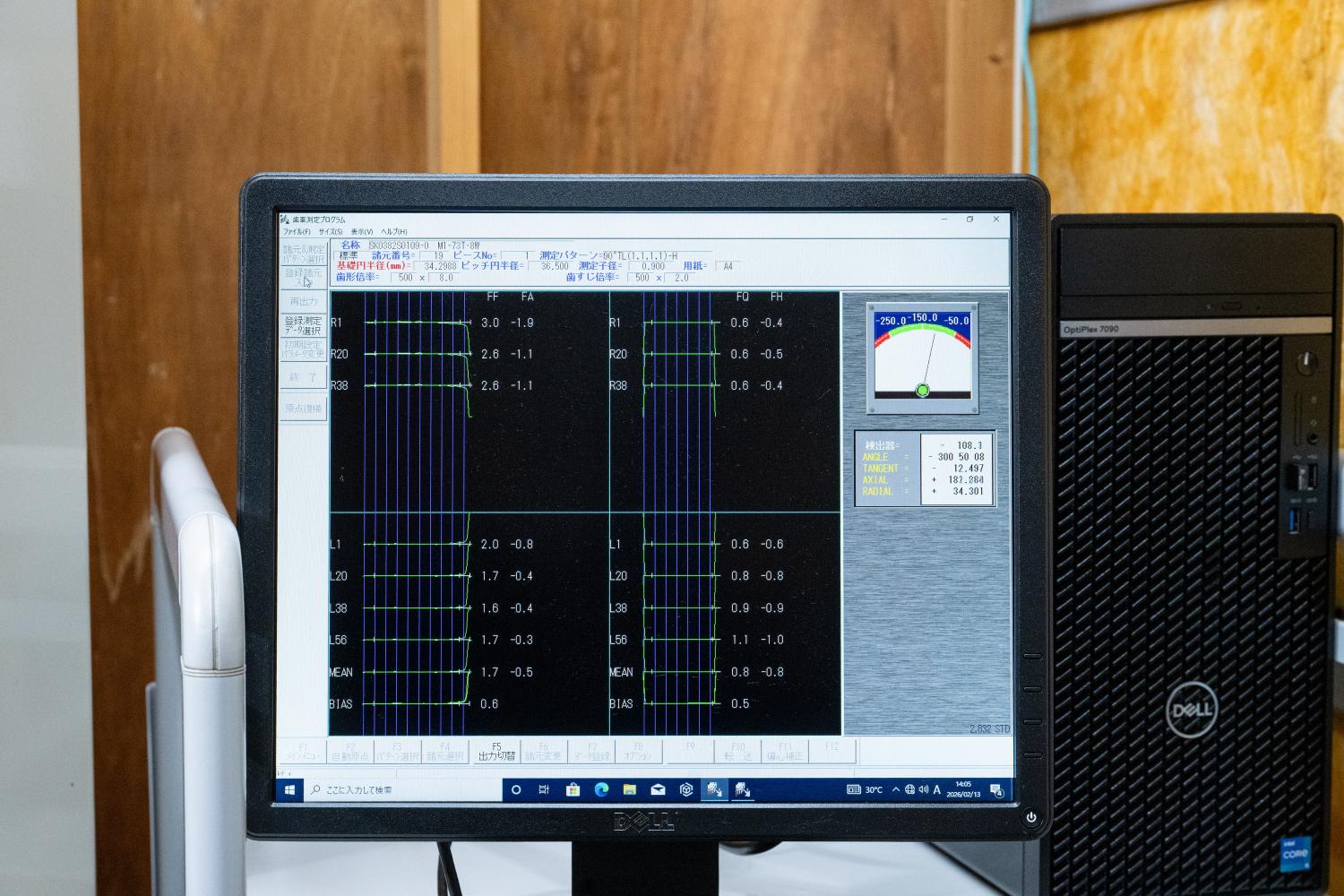
測定は先端のプローブを歯車に接触させながら回転させ、ピッチ誤差・歯形・歯筋のズレをリアルタイムで波形として記録します。 測定結果は「精度検査成績書」として発行し、お客様へ品質の根拠をお伝えします。
目視や手触りでは絶対にわからない差を、数字で示すこと。
それが中村製作所の品質保証です。
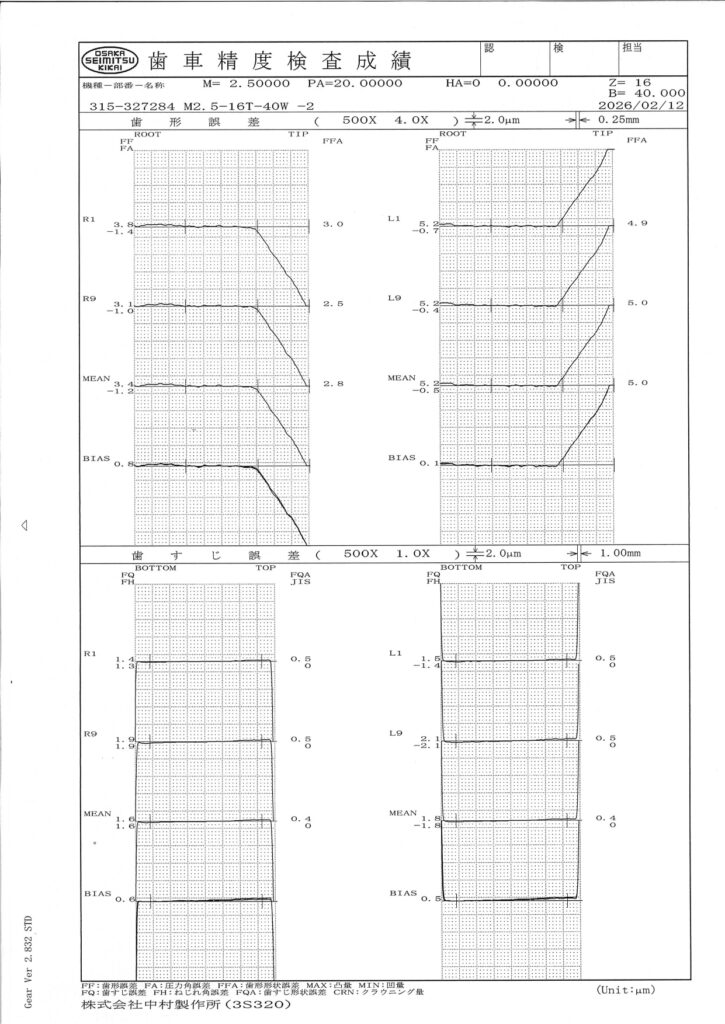
歯車精度
検査成績表
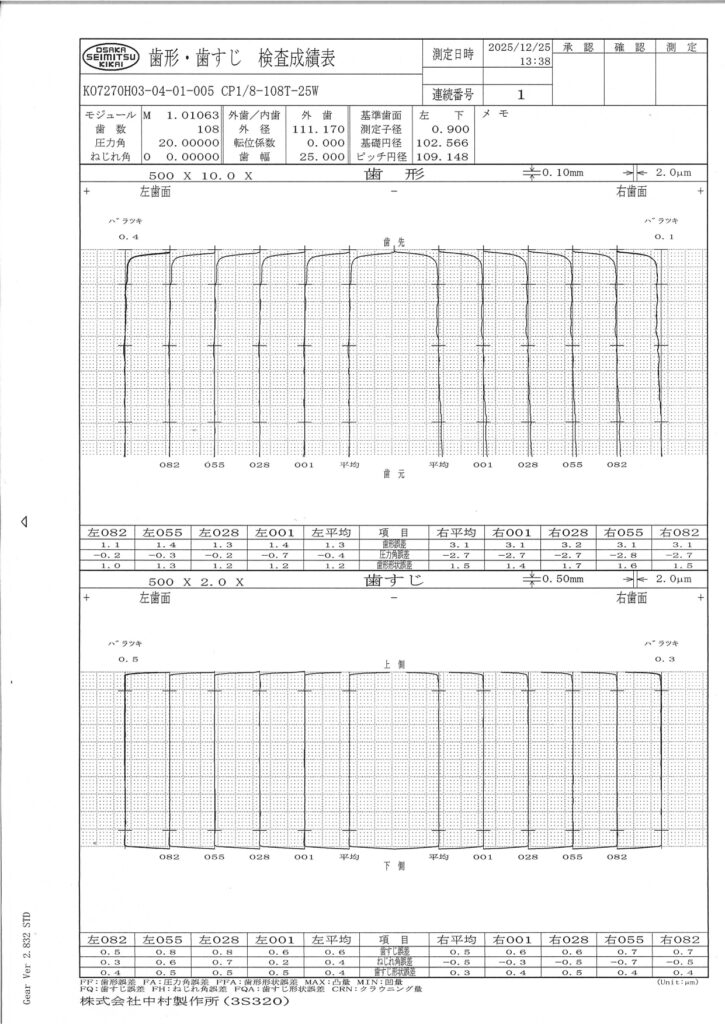
歯形・歯すじ
検査成績表
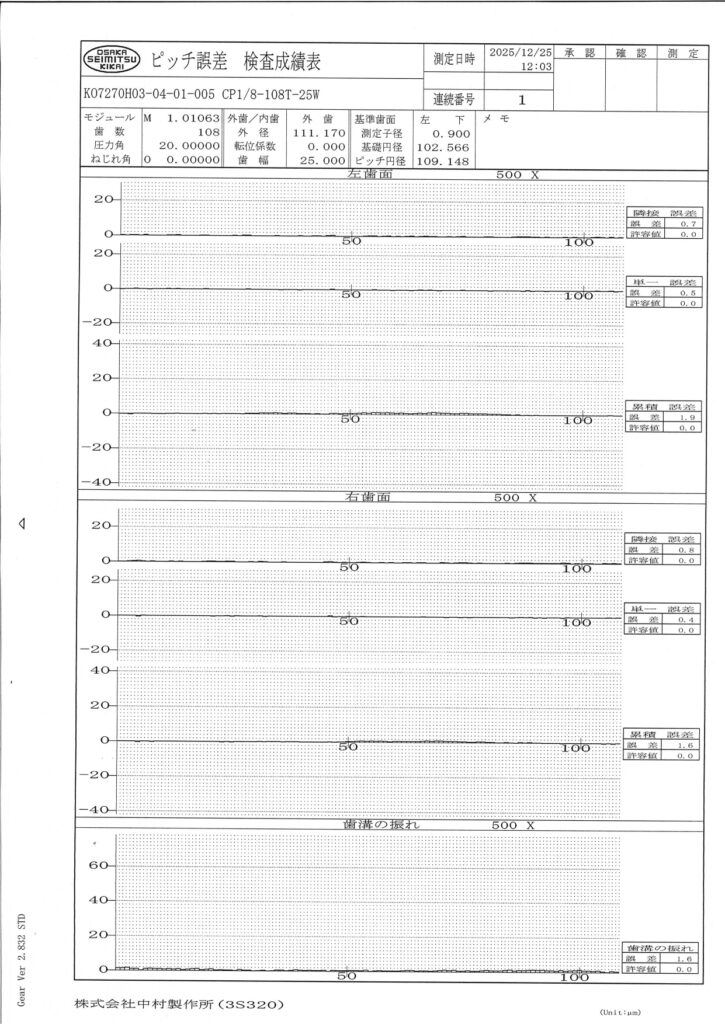
ピッチ誤差
検査成績表
検査体制:全数検査から抜き取りまで、要件に合わせて対応
検査方法はお客様のご要件や用途に応じて選択できます。 量産品では先頭・中間・末尾のロット抜き取り検査、 高精度・安全関連部品では全数検査にも対応します。 研削後に誤差が検出された場合は再加工で修正対応しますが、 加工技術が安定しているため大半は微調整で完結します。 精度検査成績書の発行により、お客様は製品を受け取った後も品質の根拠を手元に残せます。
STEP 1
研削加工
STEP 2
高精度測定器で検査
STEP 3
誤差確認・必要に応じ再加工
STEP 4
精度検査成績書を発行
STEP 5
納品
